
TOP > バックナンバー > Vol.12 No.7 > 軸受試験機でのAE計測によるすべり軸受の焼付き現象把握
クランクシャフトのジャーナル部とアルミニウム合金製すべり軸受の焼付き現象把握に向け、一つのジャーナル部と一対の実機エンジン用すべり軸受を単体評価可能な軸受試験機を用いて、焼付くまで負荷荷重を上昇させる焼付き試験を実施した。試験時には材料が摩耗する際に周囲に伝播する、微小なAE(アコースティックエミッション)波を計測し、得られた波形に対し周波数解析をすることで焼付きが発生する際の摩耗形態を識別した。また、焼付き発生後にジャーナルへ移着した物質の観察と分析により、焼付きと焼付きに至る摩耗を引き起こす原因究明を行った。
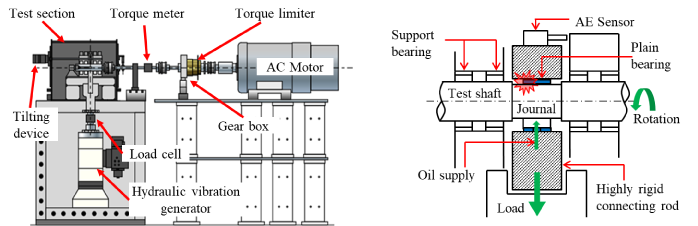
試験には図1に示す軸受試験機を用い、一対のアルミニウム合金製半割すべり軸受と、一つのジャーナル部を有する鋼製試験軸の組合せで実験を行った。コンロッドは剛体化することで、変形等の影響を極力排除し、ジャーナル部と軸受間の現象を明確化している。試験軸の駆動はモータで行い、トルクメータにより発生する軸トルクを計測した。試験軸は四つの支持軸受で保持し、潤滑油はコンロッド下部からの供給とした。また、供給油温は110℃とし、SAE粘度グレード0W-20の汎用エンジン油を用いた。さらに、焼付き発生時にジャーナル軸受間で発生する現象を分析するため、計測した波形を周波数解析することで摩耗形態が識別可能なAEセンサをコンロッド上部に設置した。
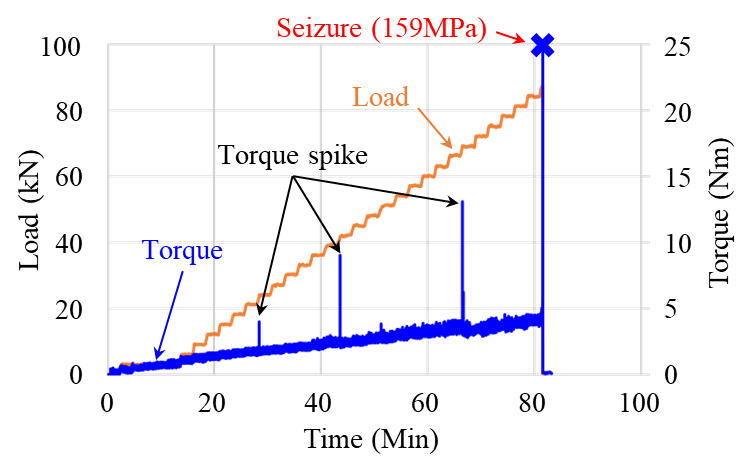
試験条件は軸回転数5200rpm、荷重は3kN/ 2minのステップアップ方式とし、焼付きに至るまで荷重を増加させた。試験中、トルクリミッタ設定値を超過する軸トルクの急激な上昇を検知した場合、電磁クラッチにてモータと試験部を切り離し、その時点を焼付きとした。負荷荷重と軸トルクの関係を図2に示す。本試験条件では面圧159MPaにて焼付きが発生した。また、焼付き発生と別に、トルクスパイクと称するスパイク状のトルクの急上昇が試験中に三度検出された。トルクスパイクではトルクが焼付き判定値に至る手前まで急上昇した後、直ちに急降下し、現象発生以前の値に戻ることが確認された。
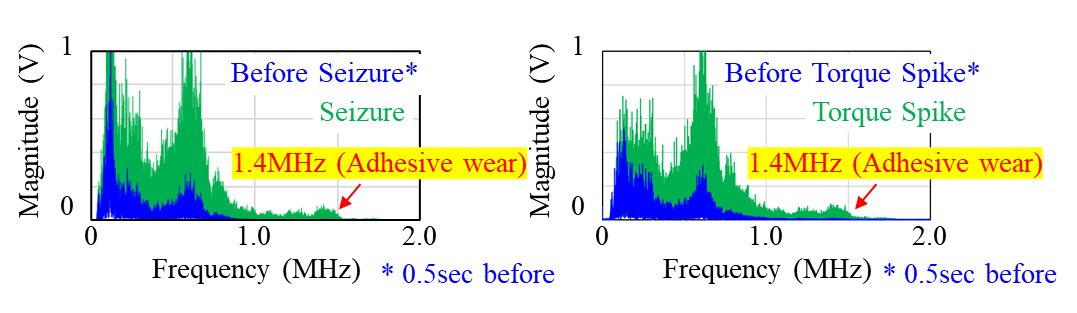
焼付き発生時とトルクスパイクの摩耗状態の相関を明らかにするため、AE信号の周波数解析を行った。図3に取得したトルクスパイクと焼付きの発生直前、および発生時のAE信号の周波数解析結果を示す。トルクスパイク発生時および焼付き時のいずれも、凝着摩耗に起因するとされる1.4MHz付近のピークが検出された。またトルクスパイク発生0.5sec前には1.4MHzのピークは検出されず、トルクスパイク発生後も発生以前の周波数形態に戻った。以上より、トルクスパイクは焼付きと同様に、軸と軸受の凝着摩耗に起因するものであると考えられる。
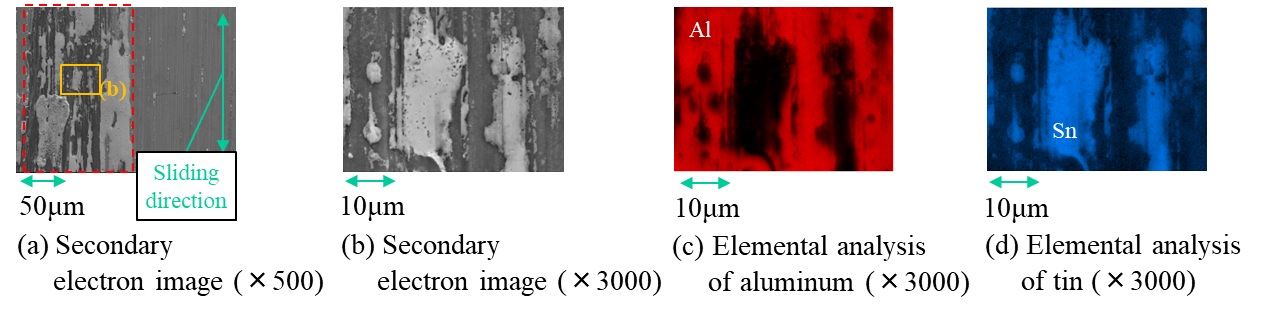
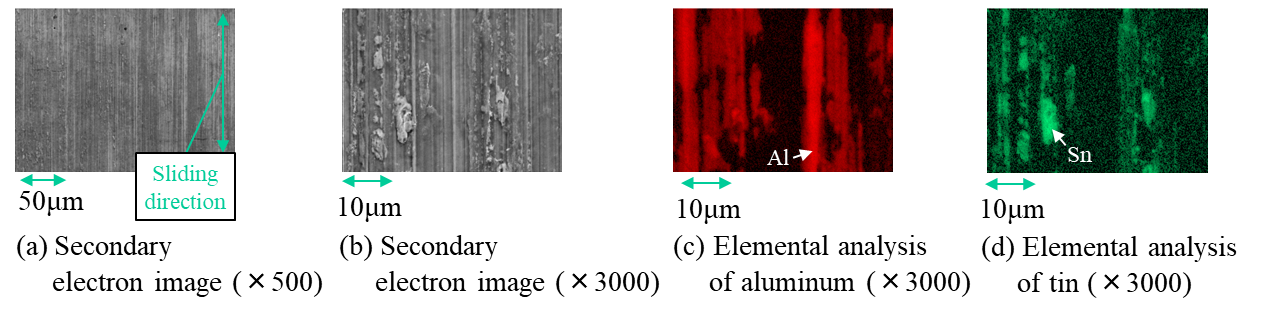
図4に焼付き後の鋼製ジャーナル表面の二次電子像及びEDX分析結果を示す。図4(a)の赤枠部は表面の移着物の拡大で、この移着物は摺動方向に広がっていることが確認された。図4(b)はこの拡大部であり、さらにEDXでこの部分を分析すると全面に軸受材料であるアルミニウム(図4(c))が確認された。また、アルミニウムが存在しない部分にはスズ(図4(d))が塊状に移着していることが分かった。図5はトルクスパイク発生後の観察及びEDX分析結果で、焼付き後よりも少量のアルミニウムとスズの移着が確認された。一方、いずれの場合もスズは再表面に塊状に移着し、焼付きやトルクスパイクの発生時には摩擦熱による半溶融状態にあることが推察される。以上より、スズは焼付きへの関与はなく、焼付きはアルミニウムと鋼製ジャーナルの凝着量の増加に影響されると考えられる。
軸受試験機による焼付き試験とAE計測、元素分析によるアルミニウム合金製すべり軸受と鋼製ジャーナルの焼付き現象把握を行った。AE波の周波数解析により焼付きの発生以前にトルクが急上昇するトルクスパイクと、焼付き現象はいずれも凝着摩耗に起因することが明らかとなった。また、これらの現象発生時の凝着摩耗へ軸受材料のスズによる関与はなく、アルミニウムの鋼製ジャーナル表面への凝着の進行により、最終的に焼付きに至ることが示唆された。今後は凝着摩耗の進行とその他のAEピークの関連性等の解析により、エンジン設計時に焼付きリスクを容易に推定できるモデル構築に向けた現象解明を推進する。なお、この研究はジャーナルにDLCを成膜した場合とのAEや表面分析による対比が主眼であり、その詳細については参考文献(1)を参照していただきたい。
コメントを書く